
Popüler bir deyiş olan “Eğer bozuk değilse, düzeltme” genellikle verilen bir tavsiye olabilir, ancak belki de bir üretim tesisi bağlamında uygulandığında daha az uygun olabilir. Seri üretim dünyasında, makineler her gün tekrarlı görevlere tabi tutularak büyük miktarda özdeş ürün üretirler. Üretim hacmi önemli olduğundan, üretim sürecinin asla kesintiye uğramamasını sağlamak için makinelerin sıklıkla hizalama açısından kontrol edilmesi çok önemlidir.
Makine yanlış hizalaması nedeniyle üretim süreci durdurulduğunda, şirketler zaman gecikmesi ve hurda şeklinde önemli miktarda yatırım kaybetme riskiyle karşı karşıya kalır. Ancak, şirketler önleyici bakıma özen göstererek, ekipman arızası veya duruş olasılığını önemli ölçüde en aza indirerek bu maliyetlerden kaçınabilirler.
Aslında, önleyici bakım yaklaşımını benimseyerek, kalite yönetim departmanları, bakımı iyi yapılmış makineler üretim süreçlerinin temelini oluşturduğundan, tesisi terk eden ürünlerin kalite ölçütlerini karşıladığından daha iyi emin olabilirler. Ayrıca, makine hizalaması, değiştirilmesi pahalı olabilen aletlerin ömrünü önemli ölçüde artırır. Bu nedenlerle, şirketler düzenli ve verimli bir şekilde makine hizalaması yapmayı gerekli görmüşlerdir.
Tek Kullanımlık Aletler ve Çok Fonksiyonlu Cihaz
Geçmişte, şirketler, kumpasçı terazileri, piyano veya gergin teller ve optikler (örneğin, boroskoplar, teodolitler vb.) gibi aletleri içeren geleneksel hizalama yöntemlerine güveniyorlardı. Bu aletler çoğu durumda iyi işlese de, genellikle yalnızca tek, özel bir işlevi yerine getiriyorlardı. Bu yöntemleri kullanarak, kalibrasyon ve hizalama genellikle günlerce ve hatta haftalarca sürüyordu. Birden fazla aletin dahil edilmesi de yaygındı, bu da daha yüksek maliyetler ve her adımda kurulum için daha fazla zaman harcanması anlamına geliyordu.
Doğal olarak, şirketler makine hizalamasının yapılmasının daha iyi ve daha hızlı yollarını aradılar. Doksanlı yılların başlarında, endüstriyel ölçüm için lazer takipçilerinin kullanımı yaygınlaştı. Geleneksel yöntemlerle karşılaştırıldığında, lazer takipçi çok daha kısa sürede birden fazla ölçüm görevini gerçekleştirebilen güçlü bir cihazdır. Bir düğmeye tıklayarak X, Y, Z koordinatlarını toplar.
Bu cihaz, aşağıdakiler de dahil olmak üzere birkaç geleneksel aletin yeteneklerini tek bir cihazda birleştirir: çekül, seviye, karelik ve paralellik kontrolü; döner eksenlerin ve çok eksenli kafaların konumsal kontrollerini doğrulama ve gerçekleştirme; döner yatak olmadan bir parçayı bir tabla üzerinde yeniden konumlandırma; makine yataklarının, rayların ve yolların gerçek zamanlı ayarlarını gerçekleştirme; ayrıca delik hizalaması, bağlantı ve şaft hizalamasını ölçme. Daha da önemlisi, lazer takipçi, kullanıcılara veri kullanımında daha yüksek hassasiyet ve çok yönlülük sağlayan üç boyutlu (3B) uzayda veri noktaları yakalar.
Bir Lazer Takipçinin Temel Mekaniği
Lazer takipçi, 3B koordinat teknolojisine dayanan taşınabilir bir koordinat ölçme makinesidir (CMM). Temelde, bu cihazlar, kullanıcının ihtiyaç duyduğu her yere konuşlandırmasına olanak tanıyan taşınabilir olma ek çok yönlülüğü ile CMM’lerin faydalarını sağlar. Daha büyük çalışma hacimlerini işlemek için tasarlanan lazer takipçileri, uzun mesafelerde son derece doğru ölçümler sunar. Basitçe söylemek gerekirse, bir lazer takipçi, her ölçüm yaptığında iki açı ve bir mesafe ölçerek küresel uzayda bir hedefin kesin konumunu belirler. Bunu, ölçülen nesneye tutulması gereken retro-reflektif bir hedefe bir lazer ışını göndererek yapar. Geri dönüş ışını, hedefe olan mesafenin interferometri veya faz kayması analizi kullanılarak belirlenebileceği lazer takipçisine yeniden girer.
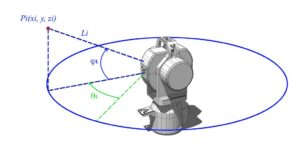
Hedef probuna olan yatay ve dikey açılar, bir gimbal mekanizmasının mekanik eksenine bağlı hassas açısal kodlayıcılar kullanılarak belirlenir. İki açı ölçümü ve lazer tarafından belirlenen mesafe kullanılarak, lazer takipçi, hedef probunun koordinat konumunu son derece yüksek doğruluk seviyelerine kadar bildirebilir.
Ek olarak, lazer takipçi, hedef probu gerçek zamanlı olarak hareket ederken takip edebilir veya izleyebilir. Bu benzersiz özellik, lazer takipçinin saniyede 16.000 defaya kadar dahili olarak örnekleme yeteneğiyle birleştiğinde, kullanıcının karmaşık yüzeylerdeki verileri sayısallaştırmasını veya hareketli nesnelerin konumunu ölçmesini sağlar.
Aslında, günümüzün lazer takipçileri, kullanıcılara daha fazla çok yönlülük ve daha iyi sonuçlar sağlayan etkileyici ölçüm aralıklarına ve doğruluğuna sahiptir. Örneğin, FARO® Lazer Takipçi Vantage’ın mesafe ölçüm aralığı her iki yönde de 80 m’dir (160 m kapsama alanı) ve bu aralıkta, tipik olarak 39 mikron (0,039 mm / 0,001 inç) kadar doğrulukta veri yakalar. 18 kg’ın biraz altında ağırlığıyla Vantage, üretimin tesis içinde nerede olduğu önemli değil, büyük parçaları ölçmede taşınabilirlik ve esneklik sunar. Üreticiler, daha az cihaz hareketi ve daha kısa rutinlerle daha fazlasını yakalayarak benzeri görülmemiş hız ve verimlilik elde edebilirler.
Makine Hizalama Senaryolarında Lazer Takipçi
Amerikan Makine Mühendisleri Derneği, bir lazer takipçi ile makine aletlerini kontrol etmek ve hizalamak için doğru ve kabul edilen yöntemler için bir dizi standart oluşturmuştur. İşte çeşitli işleme merkezlerinde, makinelerde ve diğer ekipmanlarda gerçekleştirilen hizalamanın belgelenmiş bazı senaryoları.
Amerikan Makine Mühendisleri Derneği, ASME B5.54-2005 Bilgisayarlı Sayısal Kontrollü İşleme Merkezlerinin Performans Değerlendirmesi Yöntemleri, 2005.
- İşleme MerkezleriYatay/Dikey Makineler, Köprü, Kolon veya Portal Tipi Makineler
Bu makinelerde, lazer takipçi yüzey seviyesini, düzlüğünü, düzlemselliğini ve kareliğini kontrol etmek için kullanılabilir. Hedef, ölçümleri almak için makine yatağına yerleştirilir ve kullanıcılar gerçek zamanlı olarak ayarlamalar yapabilir veya daha sonra makine yatağını ayarlamadan önce eksiksiz bir nokta seti elde edebilir.
Takım hizalaması için hedef, işleme merkezinin iş miline, aynasına veya kalemine yerleştirilebilir. Ölçümler, doğrudan makinenin matkabına monte edilen bir pim yuvasına hedef yerleştirilerek de elde edilebilir. Alternatif olarak, hareketli bir yatağa yapıştırılabilen bir ‘disk’ veya bir kayma yuvasına da yerleştirilebilir. Hedef kendi konumlarında dururken, hizalama sorunlarını kontrol etmek için makine bir dizi hareket boyunca hareket ederken 3B veri noktaları toplanır. Makine yatağını kontrol etmenin yanı sıra, lazer takipçi çekül, seviye kontrolü veya raylarda paralellik sağlamak için de kullanılabilir. Ek olarak, 3B hacimsel doğruluk kontrolleri yapmak ve makineyi yeniden haritalandırmak olası işlevlerdir.
Boring Millleri, Jig Borlar, Portal Matkapları, Frezeler ve Torna Tezgahları
Bu makinelerde tesviye, karelik, hizalama ve 3B hacimsel doğruluk kontrollerinin aynısı yapılabilir. Torna tezgahları için lazer takipçileri, bir kayma yuvasıyla kafa stoğuna sabitlenmiş bir hedefi izleyerek torna merkezi hizalaması gerçekleştirebilir. Makine yataklarının nasıl ölçüldüğüne benzer şekilde, kafa stoğu dairesel bir şekilde kademeli olarak kuyruk stoğuna doğru hareket ederken veri noktaları toplanır. Daha sonra kuyruk stoğunu kafa stoğuyla buna göre hizalamak için ayarlamalar yapılır.
- MakinelerPresler – Tabla, Damgalama ve Fren Presi
Preslerle, lazer takipçileri direklerin dikliğini ve paralelliğini ve ayrıca tabla paralelliğini kontrol etmek için kullanışlıdır. Düzlemlerin her iki tarafındaki her bir kutbun uçları ölçülür ve sırasıyla kare (kutupla düzlem arasında) ve paralel (düzlemler arasında) olarak hizalandığından emin olmak için karşılaştırılır. Herhangi bir sapma, elde edilen okumalara göre düzeltilebilir.
Merdaneler
Lazer takipçileri, haddehane makinelerinde şaft hizalama kontrollerini yapmak için de etkilidir. Şaftların iyi çalışması için doğru hizalama ve oryantasyonda olması gerekir ve lazer takipçi, bu tür kontrollerin bir merdane (veya bir dizi merdane) üzerinde kolayca yapılmasını sağlar. Ölçümler alınırken gerçek zamanlı ayarlamalar yapılabilir. Hedef silindirin üzerine yerleştirilerek bir şaftın her iki ucundaki veri noktaları elde edilir. Yazılım tarafından toplanan bilgiler, kullanıcıların her bir merdaneyi tekrar hizalamaya getirmek için gereken hareketi belirlemesini sağlar.
- Diğer EkipmanlarRobotların Kalibrasyonu
Bu uygulamada, ölçümler alınırken hedef robot tarafından ‘tutulur’. Lazer takipçi, robot programlanmış yolu boyunca hareket ederken hedefi dinamik olarak izler. Veri noktalarını analiz ederek, bir kullanıcı robotun nominal yolundan ne kadar saptığını söyleyebilir ve böylece onu, robotun hareket aralığında düzgün bir şekilde hareket etmesini sağlayacak yeniden haritalandırma, kalibrasyon veya hata telafisi eylemlerine yönlendirebilir.
Aktarma Organları – Şanzımanlar, Şaftlar ve Kaplinler dahil
Bir aktarma organı gibi enerji üretim ekipmanının montajında, lazer takipçi, bileşenlerin tasarıma göre doğru bir şekilde hizalandığından emin olabilir. Lazer takipçi, ilgilenilen tüm özelliklere doğrudan görüş hattına sahip olacak şekilde, bir makinenin yanından asmak için bir mıknatısla monte edilir. Bu şekilde, lazer takipçi, makine aletinde kalırken aktarma organının ölçümlerini alabilir. Kontroller doğrudan atölye zemininde yapılırken, kurulumu parçalarına ayırmadan ayarlamalar yapılabilir, bu da zaman tasarrufu sağlar ve yeniden çalışma ihtiyacını ortadan kaldırır.
Açıkçası, lazer takipçi, duruş süresini azaltan, maliyet tasarrufu sağlayan ve çıktı kalitesini artıran önleyici bakım uygulaması için etkili bir tamamlayıcıdır. Atölye zemininde herhangi bir yere konuşlandırılabilen sağlam bir araçtır ve lazer takipçinin çoklu işlevleri, çeşitli el aletlerinin yerine uygun şekilde kullanılabilir. Select Laser Alignment olarak, lazer takipçilerini tüm yetenekleriyle kullanma konusunda engin deneyime sahibiz ve her şeyi, her yerde, her zaman hizalayabiliriz. Bizi arayın.